18653118217 0531-88995081 |

联系人:曹经理
手 机:18653118217
座 机:0531-88995081
邮 箱:tongfumoke@163.com
网 址:www.jntfmkzl.com
地 址 : 济南市高新区
塑料模壳的高温真空铸造炉由真空炉壳体、炉盖机构、测温、取样机构、炉体支架、熔炉及引电装置、坩埚升降机构、液面控制系统、升液装置、可移动操作平台、金属模吊装机构、金属模压紧机构、液压退模机构、真空系统、冷却水系统、中频电源及电气控制系统等组成。

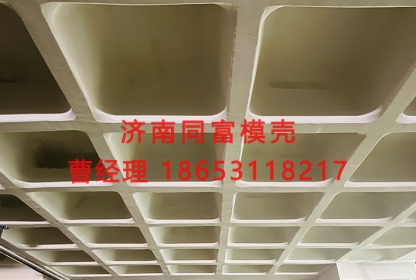
塑料模壳拆除时,混凝土的强度必须达到10MPa.先将支撑角钢拆除,然后用小撬棍将模壳撬起相对两侧面中点,模壳即可拆下。密肋梁较高时,模壳不易拆除,可采用气动拆模工艺。拆模不可用力过猛,不乱扔乱撬,要轻拿轻放,防止损坏。混凝土的强度必须达到规定的拆模强度,才允许拆除支架。预组拼定型飞模支架,先将连接每个单元飞模支架的水平拉杆和剪刀撑拆除,下调上顶托,使之与肋脱离。然后将单元飞模支架平移到悬挑平台,吊运到新作业面。散拆支架时,先拆去水平栏杆、剪刀撑,从跨中向两端下调支柱顶托,使之与密肋底脱离,逐根拆除支柱。
模壳制作好,养护的温度、湿度和时间,决定了模壳出厂后的最终质量。制作好的模壳必须在50度-70度的温度和40以上的湿度环境内连续初始养护3小时以上,然后在温度30度以上的环境内,保持自身水化热和排湿的情况下养护3~5天,然后进行干空养护,模壳自身达到80%以上的稳定后,在自然环境中继续养护3天以上,模壳就具备了良好的质量。
 在线咨询
在线咨询