18653118217 0531-88995081 |

联系人:曹经理
手 机:18653118217
座 机:0531-88995081
邮 箱:tongfumoke@163.com
网 址:www.jntfmkzl.com
地 址 : 济南市高新区
塑料模壳的生产工艺主要有以下四部分:
将氯化镁和水以3:2的比例置入容器并搅拌,使氯化镁完全溶解,制成波镁度为26-30的溶液,备用。
将作为骨料的氧化镁与稀土粉充分混合,备用。
将环氧树脂置入容器,加入相应的偶联剂,搅拌均匀后倒人氯化镁溶液使充分混合,再倒人骨料氧化镁和稀土粉,充分搅拌均匀使成糊状的粘接糊。
按欲制模壳的形状和尺寸选定或制作模具,在模具表面涂上脱模剂。在涂有脱模剂的模具上均匀地涂复一层由步骤(3)制得的粘接糊,然后铺设一层碳纤维布并压实,再涂复一层粘接糊;如此反复操作多次直至达预定厚度为止,然后加压(0.5MPa即可)、加温至80-100℃并保温30分钟),成型后脱模。
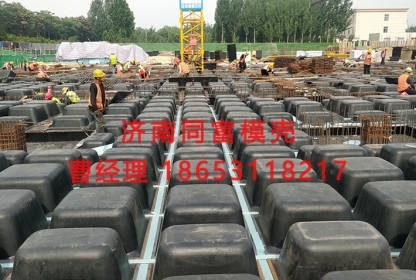
如果我们想加快施工进度,就必须购买或租用大量的模板、支架和设备。但是,聚丙烯塑料外壳可以选择原模板法快速剥离的形式。

外壳和5%的支撑系统可以在2?混凝土浇灌后第3天,在混凝土养护期间,支撑系统的减少不会引起板的变形。一般情况下,一层可以在7天内完工,从而大大缩短了工期。这种塑料外壳可多次重复使用,施工方便,支护操作简单,操作人员技能要求不高,有利于施工安排,脱模简单。
 在线咨询
在线咨询